铭衍海(常州)微电子有限公司
一站式超精密研磨抛光解决方案提供商
一站式超精密研磨抛光解决方案提供商
一站式超精密研磨抛光解决方案提供商
本案例针对工程机械用 316L 不锈钢高压多路液压阀体的量产抛光需求开发,专为解决传统金刚石珩磨、电解抛光工艺的核心痛点,采用我司氧化铝抛光液,实现了阀体抛光良率、服役性能、环保合规性、量产效率的全面跃升。
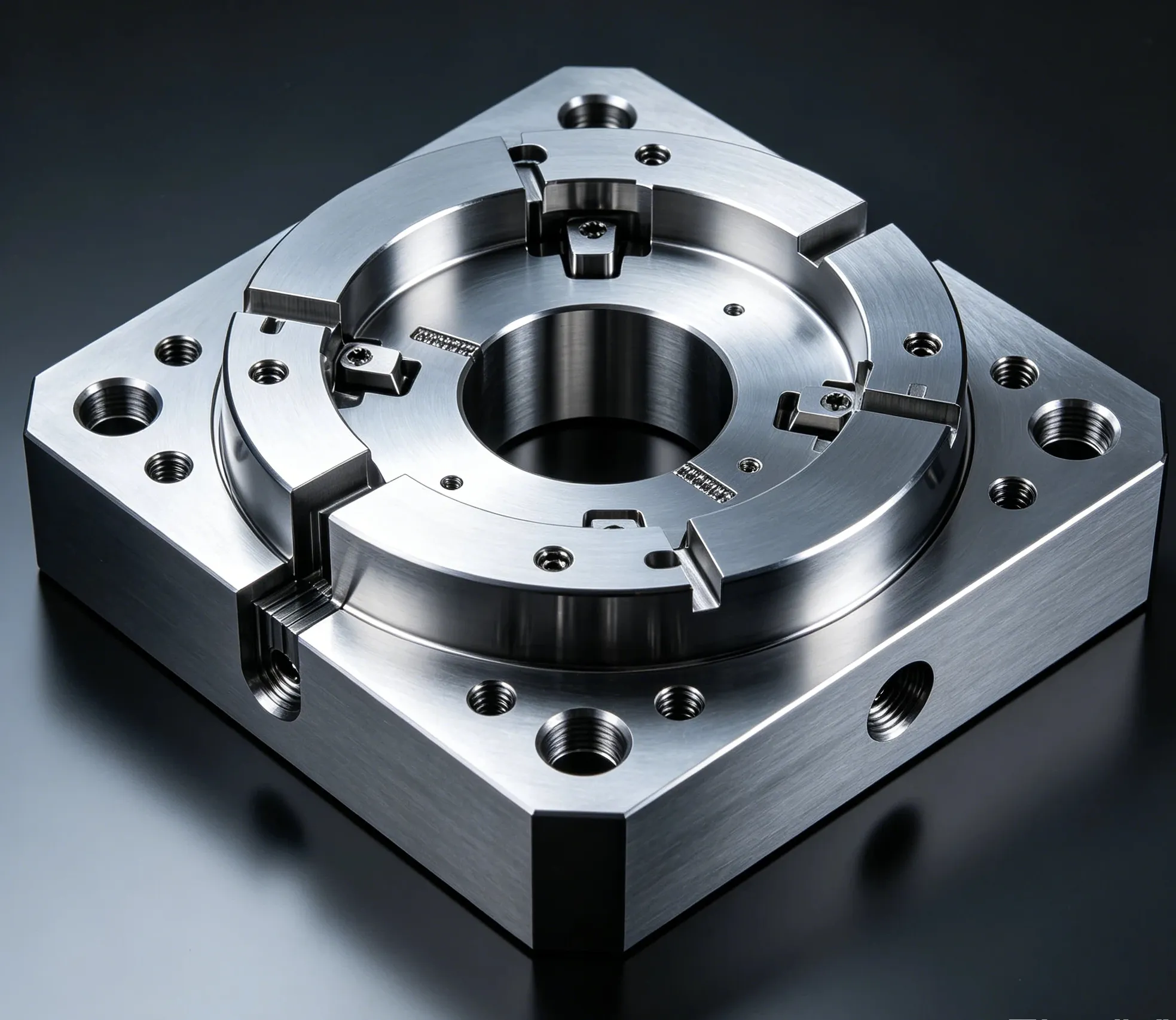
本工件为不锈钢高压多路液压阀体,是工程机械液压系统核心控制部件,核心抛光需求为去除 CNC 机加工产生的表面划痕、镗削刀纹与孔口毛刺,实现高精度镜面效果,满足 35MPa 高压工况的密封、耐蚀与精密控制要求。


抛光前:阀体阀孔与内流道刀纹、毛刺、划痕明显,阀孔粗糙度 Ra≈0.8μm、流道 Ra≈1.6μm;阀芯响应慢、控制精度差;钝化膜破损,24h 盐雾试验即生锈,耐蚀性不足;传统工艺良率仅 85%,环保风险高。
抛光后:使用铭衍海氧化铝抛光液精密抛光后,阀体加工缺陷完全去除,阀孔粗糙度降至 Ra≤0.008μm(降幅 100 倍)、流道 Ra≤0.01μm,实现高清镜面效果;量产良率升至 99.7%,完全符合环保要求。
为什么选择氧化铝抛光液
使用铭衍海氧化铝抛光液的优势
定制化适配
可根据客户阀体材质、抛光设备、目标精度,定制专属粒径与配方体系
粒度精准
粒径分布窄,纳米级均匀去除,无划痕、光洁度一致。
切削护材兼顾
莫氏硬度约9级,高效切削且不划伤精密脆弱基材。
悬浮稳定
专有分散技术,磨粒不沉淀不团聚,轻微摇匀即可使用,保障抛光一致性。
环保易清洗
水性配方,无毒无重金属,纯水可冲净,无残留无二次污染。
适配性强
弱酸/碱性可调,不腐蚀多种基材,适配手动/自动化设备,可按需调浓度、pH值。
高效耐用
抛光效率高,废液过滤补新液可循环3-5次,降低使用成本。
某精密冲压企业钨钢(硬质合金 YG8)小孔冲针模具,经线切割 / EDM 加工后,内孔与端面存在明显加工纹路、微划痕,表面粗糙度约 Ra 0.6μm,冲压过程易导致工件拉伤、毛刺,模具寿命短、良率低,急需高效稳定的抛光方案。使用金刚石抛光液抛光钨钢,是一个对工艺要求很高的过程。由于钨钢(硬质合金)的硬度非常高,只有选用硬度更高的金刚石磨料才能对其进行有效的研磨和抛光。工件参数 材质:钨钢(硬质合金 YG8)初始状态:线切割 / EDM 加工面,Ra≈0.6μm,存在加工纹路与微崩边客户目标:去除缺陷层、降低粗糙度至镜面级,保持尺寸精度,提升冲压件良率与模具寿命
查看详情